Zasady doboru modelu błędu przestrzennego pozycjonowania obrabiarek
Numeryczna kompensacja błędów geometrycznych maszyn (obrabiarek i współrzędnościowych maszyn pomiarowych) jest już dzisiaj standardową procedurą stosowaną przez ich producentów. Odbywa się to na zasadzie niezależnego przeprowadzenia pomiarów przedmiotowych błędów i wprowadzenia ich, jako poprawek do układu sterowania numerycznego (CNC) maszyny. Uzyskuje się w ten sposób poprawę (ang. tuning) dokładności pozycjonowania elementów wykonawczych maszyny. A w szczególności tzw. punktu centralnego narzędzia (TCP ang. tool centre point) względem przedmiotu obrabianego (N-PO). Obserwuje się obecnie zainteresowanie tą technologią także wśród użytkowników obrabiarek. Istnieje dzisiaj możliwość zmierzenie i wyznaczenia mapy błędu przestrzennego pozycjonowania w czasie krótszym od dwóch godzin. Pomiary wykonuje się z użyciem tzw. interferometru śledzącego (LaserTRACER). Taką metodę są skłonni zaakceptować użytkownicy ze względu na krótki czas wyłączenia obrabiarki z procesu produkcyjnego.
W zależności od rodzaju błędów geometrycznych raport ISO TR 16907 klasyfikuje różne rodzaje numerycznej kompensacji. Łącznie 15 kategorii w zależności od stopnia złożoności i rodzajów kompensowanych błędów. Najbardziej zaawansowane uwzględniają oddziaływanie wszystkich błędów translacyjnych i rotacyjnych osi liniowych i/lub obrotowych z uwzględnieniem możliwości kompensacji orientacji narzędzia w całej przestrzeni roboczej maszyny. W polskiej literaturze tematu mówi się wówczas o kompensacji: wolumetrycznej, objętościowej, wyznaczaniu mapy błędów 3D, rozkładzie wektorowego pola błędu przestrzennego pozycjonowania, błędzie i/lub modelu VE (ang. volumetric error) i inne.
Producenci układów sterowania CNC obrabiarek (np. Fanuc, Heidenhain, Sinumerik i inni) proponują różne opcje kompensacji błędów obrabiarki. Można zaryzykować stwierdzeniem, że uprzednio wymienieni dostarczają pełen wachlarz możliwości w odniesieniu do rodzajów kompensacji zdefiniowanych w ISO TR 16907.
Przeprowadzenie badań i kompensacji numerycznej błędów obrabiarki wymaga przyjęcia poprawnego modelu i układu odniesienia. Przez poprawne rozumiane jest uwzględnienie cech funkcjonalnych obrabiarki. Układ współrzędnych obrabiarki jest prawostronnym układem prostokątnym. Klasycznie poszczególnym elementom układu nośnego obrabiarki (UNO) przypisuje się oznaczenia osi układu odniesienia w kierunkach, których przemieszczają się one prostoliniowo (X, Y, Z) lub obrotowo (wokół kolejnych osi – A, B, C) Położenie i orientację układu współrzędnych obrabiarki definiuje się z użyciem linii odniesienia osi ruchu translacyjnych połączeń prowadnicowych. Dokonuje się tego przez wybranie głównej (ang. primary) osi ruchu, tak by linia odniesienia była wyrównana z jedną osią układu współrzędnych obrabiarki, określając w ten sposób dwa parametry orientacji i płaszczyznę ortogonalną. Następnie wybiera się oś drugorzędną (ang. secondary) w taki sposób, że jej linia odniesienia jest równoległa do kolejnej osi ruchu i definiuje trzeci parametr orientacji, wynikający z rzutu linii odniesienia na poprzednio zdefiniowaną płaszczyznę. Na koniec wybiera się początek układu współrzędnych obrabiarki definiując trzy parametry pozycji. Wybór osi głównej, osi drugorzędnej i początku układu współrzędnych obrabiarki zależy od jej konstrukcji, możliwości korekty mechanicznej i możliwości kompensacji mechanicznej i/lub programowej (numerycznej) błędów obrabiarki. Standardem jest, że kierunek i położenie osi Z obrabiarek (frezarek oraz także tokarek) pokrywa się z kierunkiem i położeniem osi C czyli napędu głównego (wrzeciona). Należy zauważyć, że w obrabiarce trójosiowej, nie ma możliwości numerycznego skompensowania równoległości wzajemnej linii odniesienia osi C i Z, a tym samym prostopadłości osi narzędzia względem osi X i Y. Wystąpienie omawianego błędu jest bardzo niepożądane w kontekście wiercenia głębokich otworów. Przemieszczaniu narzędzia w osi Z będzie towarzyszyło rozbijanie średnicy otworu. W ujęciu takim oś Z należy traktować, jako główną oś układu współrzędnych obrabiarki, bo względem niej obligatoryjnie należy bazować podczas montażu oś C wrzeciona. Zapewni to minimalizację źródeł błędów obrabiarki, których numerycznie nie można kompensować. Z analogicznego powodu także względem osi Z należy bazować orientację układu, w którym budowany będzie model VE. Dopilnowanie tego kryterium będzie równoznaczne z eliminacją numerycznej kompensacji błędów wzajemnej prostopadłości osi X i Z i/lub osi Y i Z podczas realizacji ruchu w osi Z. Błędy te będą kompensowane w trakcie realizacji ruchu w osich X lub Y nie wnosząc udziału do pogarszania dokładności kształtowania głębokich otworów.
Dalsze rozważania wymagają przyjęcia konwencji oznaczania błędów. Przykładowe ich oznaczenia zgodne z serią norm ISO 230-x przedstawiono na rysunku niżej.
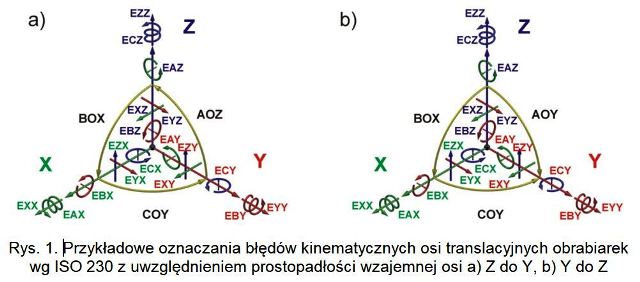
gdzie: X, Y, Z - osie układu odniesienia modelu VE, EXX, EYY, EZZ – błąd pozycjonowania, EYX, EXY, EYZ – błąd prostoliniowości w płaszczyźnie poziomej, EZX, EZY, EXZ – błąd prostoliniowości w płaszczyźnie pionowej, EAX, EBY, ECZ – beczka, błąd rotacji, (ang. roll), EBX, EAY, EAZ – skok, błąd rotacji (ang. pitch), ECX, ECY, EBZ – schodzenie z kursu, błąd rotacji (ang. yaw), COY – prostopadłość osi Y do X,AOZ – prostopadłość osi Z do Y, AOY – prostopadłość osi Y do Z, BOX – prostopadłość osi X do Z. Błędy prostopadłości osi to skalary, natomiast pozostałe to funkcje aktualnie rozpatrywanej pozycji wzdłuż osi.
Należy zauważyć, że prezentowany przypadek na rys. 1b zapewni, ze względu na problematykę dyskutowaną wcześniej (tj. obróbki otworów), prawidłowy dobór układu odniesienia do modelowania błędu VE dla trójosiowej obrabiarki. Wariant pokazany na rys. 1a mógłby być prawidłowo zastosowany do kompensacji błędów obrabiarki przy założeniu, że narzędzie nigdy nie będzie użyte do wiercenia otworów (np. w obróbce specjalizowanej). Dla typowych obrabiarek byłoby to jednak nieuzasadnione w praktycznym zastosowaniu. Konsekwencją dyskutowanej problematyki jest konieczność prawidłowego przyjęcia w modelu pomiaru VE osi bazowej, do której określane są orientacje pozostałych osi.
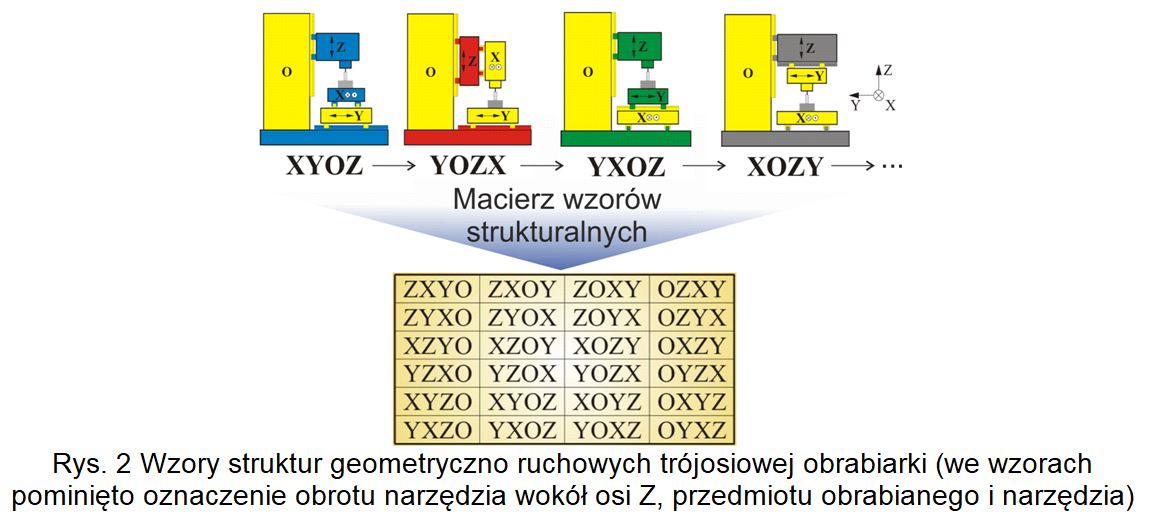
Kinematyka procesu roboczego obrabiarek jest rezultatem wzajemnych ruchów elementów korpusowych UNO. Ruchy te kierowane są przez połączenia prowadnicowe. Układ tych połączeń – nazywany układem prowadnicowym – jest realizacją tzw. struktur geometryczno ruchowych (SG-R). Ma to odbicie w zaproponowanej przez Wragowa konwencji zapisu struktury, która przewiduje umieszczanie w tzw. wzorze strukturalnym jednoznacznej informacji o możliwości realizacji ruchów elementów UNO. Jeżeli zastosować klasyczną umowę oznaczeń osi translacyjnych X, Y, Z oraz kolejnych osi obrotowych A, B, C, a także oznaczając symbolem O nieruchomy korpus stacjonarny (stojak, łoże, podstawa) to wzór strukturalny konstruuje się w postaci: [przedmiot obrabiany – w (ang. workpiece)] → symbole osi układu współrzędnych odpowiadające kierunkom przemieszczeń kolejnych elementów UNO wraz z oznaczeniem korpusu stacjonarnego → [narzędzie – t (ang. tool)]. Przez przestawianie (permutacje bez powtórzeń) oznaczeń osi (X, Y, Z) z korpusem stacjonarnym (O) dla trójosiowej obrabiarki uzyskuje się łącznie 24 (4!) wzory strukturalne SG-R. Czyli 24 warianty układu korpusowego - rys. 2. W Polsce badania SG-R, ze względu na różne kryteria projektowania maszyn, badał zespół G. Szwengiera.
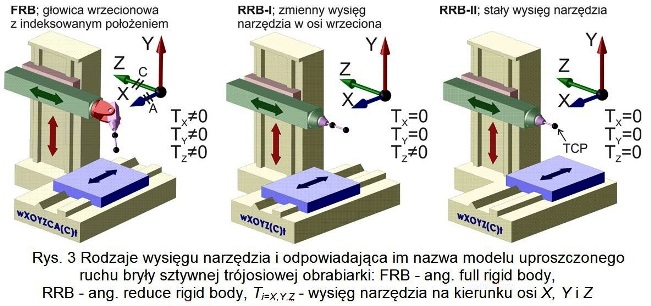
Dla jednej SG-R trójosiowej obrabiarki, ze względu na modelowanie rozkładu VE należy rozpatrywać ją z uwzględnieniem wysięgu narzędzia. Wysięg ten rozumiany jest zgodnie z pojęciami stosowanymi w technologii obróbki skrawaniem. Może być definiowany np. względem punktu oprawki narzędziowej. Jednak w ogólnym przypadku tak być nie musi. Na rys. 3 przedstawiono możliwe przypadki gdzie wariant z indeksowaną głowicą uchylno obrotową traktuje się, jako przypadek szczególny obrabiarki trójosiowej. Zostanie pokazane dalej, że w zależności od wariantu wysięgu narzędzia model VE podlega odpowiednim uproszczeniom.
Wykonując działania matematyczne w konwencji modelowania ruchu bryły sztywnej uzyskuje się wzory na składowe błędu VE rzutowane odpowiednio na osie X, Y i Z. Przykładowo dla SG-R z indeksowanym położeniem pozycji wrzeciona: wOXYZCA(C)t modelu FRB w układzie odniesienia zgodnym z rys. 1b wzory te wyglądają następująco:
VEX = EXX+EXY+EXZ +TZ*(EBX+EBY+EBZ)-TY*(ECX-ECY-ECZ) -ECX*y+EBX*z+EBY*z-COY*y (1)
VEY = EYX+EYY+EYZ -TZ*(EAX-EAY-EAZ)+TX*(ECX+ECY+ECZ) -EAX*z-EAY*z (2)
VEZ = EZX+EZY+EZZ +TY*(EAX+EAY+EAZ)-TX*(EBX-EBY-EBZ) +EAX*y-BOX*x-AOY*y (3)
Dla modelu RRB-I czyli dla TX oraz TY=0 uproszczą się do postaci:
VEX = EXX+EXY+EXZ +TZ*(EBX+EBY+EBZ) -ECX*y+EBX*z+EBY*z-COY*y (4)
VEY = EYX+EYY+EYZ -TZ*(EAX-EAY-EAZ) -EAX*z-EAY*z (5)
VEZ = EZX+EZY+EZZ +EAX*y-BOX*x-AOY*y (6)
oraz dla modelu RRB-II czyli dla TX, TY oraz TZ=0 uproszczą się odpowiednio do postaci:
VEX = EXX+EXY+EXZ -ECX*y+EBX*z+EBY*z-COY*y (7)
VEY = EYX+EYY+EYZ -EAX*z-EAY*z (8)
VEZ = EZX+EZY+EZZ +EAX*y-BOX*x-AOY*y (9)
Analizując wzory 1÷9 widać, że w zależności od rozpatrywanego wariantu wysięgu narzędzia dochodzi do uproszczeń polegających na eliminacji odpowiednich błędów kątowych.
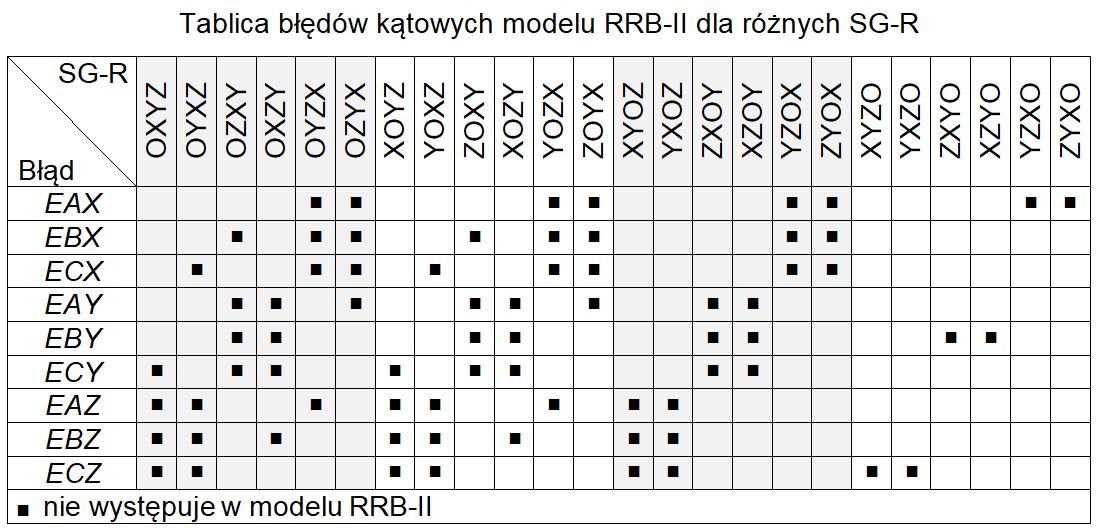
Błędy pozycjonowania, prostoliniowości i wzajemnej prostopadłości osi występują w każdym rodzaju modelu tj. FRB, RRB-I oraz RRB-II dla każdej SG-R. W modelu FRB występują wszystkie rozpatrywane błędy geometryczne także dla każdej SG-R. Natomiast w modelu RRB-II struktury wOXYZt (patrz rys. 3) wyeliminowano aż cztery błędy kątowe tj. ECY, EAZ, EBZ i ECZ. Oznacza to, że ruch centralnego punktu narzędzia TCP jest niezależny od tych błędów. Nie ma potrzeby ich wyznaczania w pomiarach i uwzględniania w układzie sterowania CNC, jako poprawki kompensującej położenie TCP.
Wykonując analogiczne obliczenia dla pozostałych SG-R otrzymano wyniki, które pozwoliły zestawić dane prezentowane niżej w tabeli dla modelu RRB-II.
Podsumowanie
Prezentowane w tym opracowaniu wyniki analitycznych badań postaci modelu błędu przestrzennego pozycjonowania (modelu VE) dla trójosiowych obrabiarek pozwalają sformułować wniosek ogólny: rodzaj struktury geometryczno ruchowej (S-GR) układu nośnego determinuje postać wzorów błędu przestrzennego pozycjonowania (tj. błędu VE) ze względu na oddziaływanie wysięgu narzędzia i błędów kątowych (pitch, yaw, roll). Dlatego wpływ, rozważanych tu, czynników oddziaływania należy zawsze wziąć pod uwagę planując zakres pomiarów błędów geometrycznych obrabiarki oraz dokonując wyboru opcji ich kompensowania w sterowniku CNC. Ostatnie stwierdzenie jest równoznaczne z zaoszczędzeniem czasu i środków finansowych.
Ze względu na powyższe, z całej populacji SG-R (patrz macierz wzorów na rys. 2) obrabiarek trójosiowych najodporniejsze na oddziaływanie wysięgu narzędzia multiplikowanego błędami kątowymi będą struktury, dla których oznaczenie korpusu stacjonarnego "O" we wzorze strukturalnym występuje na początku. W przypadkach tych redukuje się największa liczba błędów kątowych – porównaj SG-R w tabeli. Jest to zapewne powód, dla którego współrzędnościowe maszyny pomiarowe projektuje się, jako portalowe oraz ewentualnie z ruchomym (w jednej osi) stołem względem korpusu stacjonarnego.
Ponadto kluczowym przy wyborze układu odniesienia dla modelu błędu przestrzennego pozycjonowania jest rozważenie zadań obróbczych, jakie ma realizować obrabiarka. Decyduje to o kierunku kompensacji błędów wzajemnych prostopadłości osi sterowanych numerycznie w trakcie realizacji ruchów prostoliniowych. Pominięcie tego kryterium (w konkretnych przypadkach np. przy wierceniu głębokich otworów) doprowadzi do pogorszenia dokładności kształtowania przedmiotów obrabianych z zastosowaniem numerycznej kompensacji błędów obrabiarki.