Badanie dotyczy osi X tokarki z dodatkową osią, krótkiego zakresu (35 mm), do realizacji synchronizowanego ruchu promieniowego osi X z osiowym osi Z. Oś X jest przeznaczona do toczenia obwiedniowego (np. gwintów falistych, prostokątnych, wielokątów, zarysów niekołowych) z dużą dynamiką. Sterowanie Fanuc®, prowadnice toczne, enkoder obrotowy montowany na wale silnika posuwu, który jest połączony bezpośrednio ze śrubą pociągową. W układzie sterowania stosowano jednokierunkową kompensację pozycji zadanej oraz wartości osiowej zwrotnej z poprawką uzyskaną po wstępnych pomiarach. Jak widać na poniższym rysunku badana oś charakteryzuje się bardzo dobrą powtarzalnością R<2 mikrometra oraz nietypowym trendem dokładności pozycjonowania. Widoczne są znaczne różnice w badaniu odchyłki pozycjonowania ze względu na kierunek najazdu do pozycji zadanej. Poniższe rysunki prezentują uzyskane wyniki dla różnych posuwów zadanych.
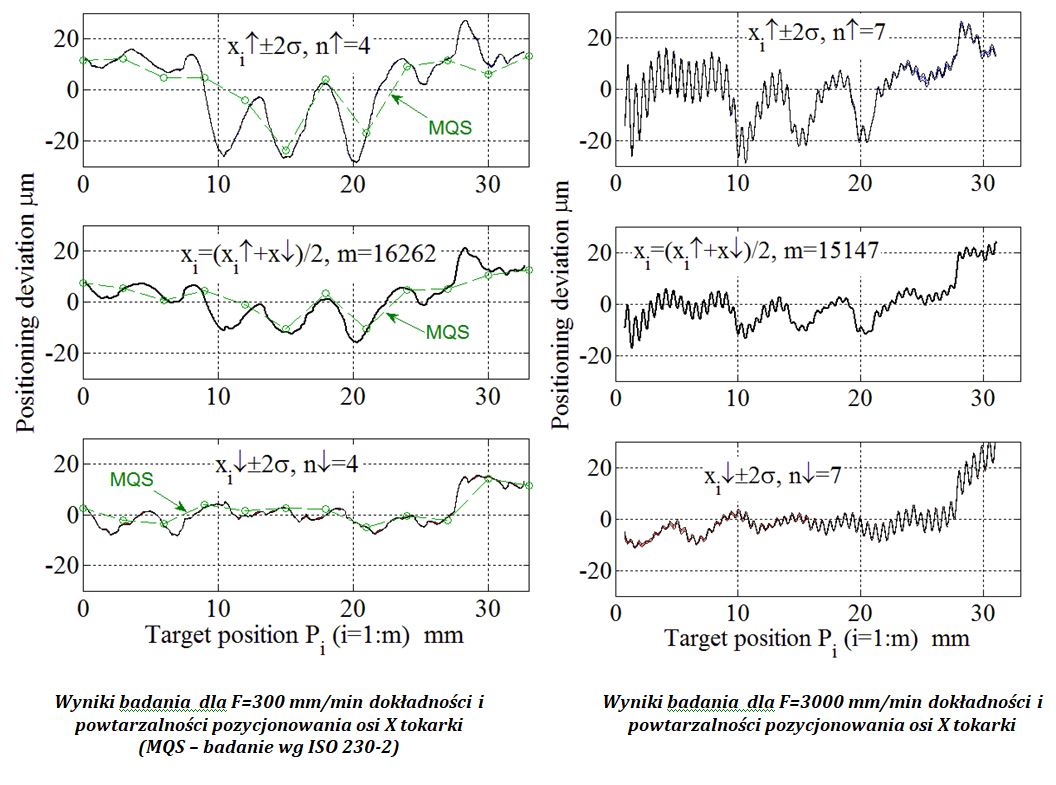
Prezentowany przykład bardzo wyraźnie obnaża wady klasycznej metody pomiaru MQS wg ISO 230-2. Jest to szczególnie widoczne po porównaniu uzyskiwanych wyników prezentowanych na powyższym rysunku. Dla zbyt małej liczby punktów pomiarowych w metodzie MQS wg ISO 230-2 doszło do "przegapienia", niewykrycia ekstremalnych wartości odchyłki pozycjonowania. Należy zauważyć, że powstałe różnice nie dotyczą tylko wartości liczbowych, ale co gorsze wystąpiły różnice jakościowe. Ze względu na ograniczoną rozdzielczość przestrzenną "ślepa" metoda MQS wg ISO 230-2 nie jest w stanie poprawnie identyfikować błędów pozycjonowania osi. Oczywiście dla znacznie większej rozdzielczości przestrzennej pomiaru w prezentowanej metodzie z dynamicznym przechwytywaniem danych efekt taki nie występuje. Czyli metoda dynamiczna pozwoliła w tym przypadku poprawnie zidentyfikować wskaźniki charakteryzujące dokładność pozycjonowania badanej osi. Jest to niewątpliwie jej najważniejsza zaleta w porównaniu do metody MQS wg ISO 230-2. Z wyników prezentowanych na powyższym rysunku można wnioskować, że w trakcie rozpędzania dochodzi do wzbudzenia drgań o większej amplitudzie niż przy hamowaniu. Można wnioskować, że jest to efekt strategii kompensowania wartości osiowej zwrotnej w układzie sterowania numerycznego obrabiarki. Ponadto amplituda tych drgań jest zależna od kierunkowości najazdu. Dla „positive direction” jest większa niż w badaniu dla „negative direction”. Jak widać efekty te, łącznie z efektami wynikającymi z ruchu układu masowo dysypacyjno sprężystego badanej osi można badać prezentowaną tutaj metodą.