Badanie dotyczy osi X typowej nowej frezarki CNC ze sterowaniem B&R®, z prowadnicami tocznymi, enkoderami obrotowymi montowanymi bezpośrednio na wale silników napędowych osi posuwu. W badaniu zastosowano optykę ruchomą sztywno mocowaną na stole frezarki. W układzie sterowania kompensowano osiową wartość zwrotną (backlash). Efekt zmian odchyłki pozycjonowania ze względu na zmianę posuwu w badaniu można rozpatrzyć porównując wykresy prezentowane niżej:
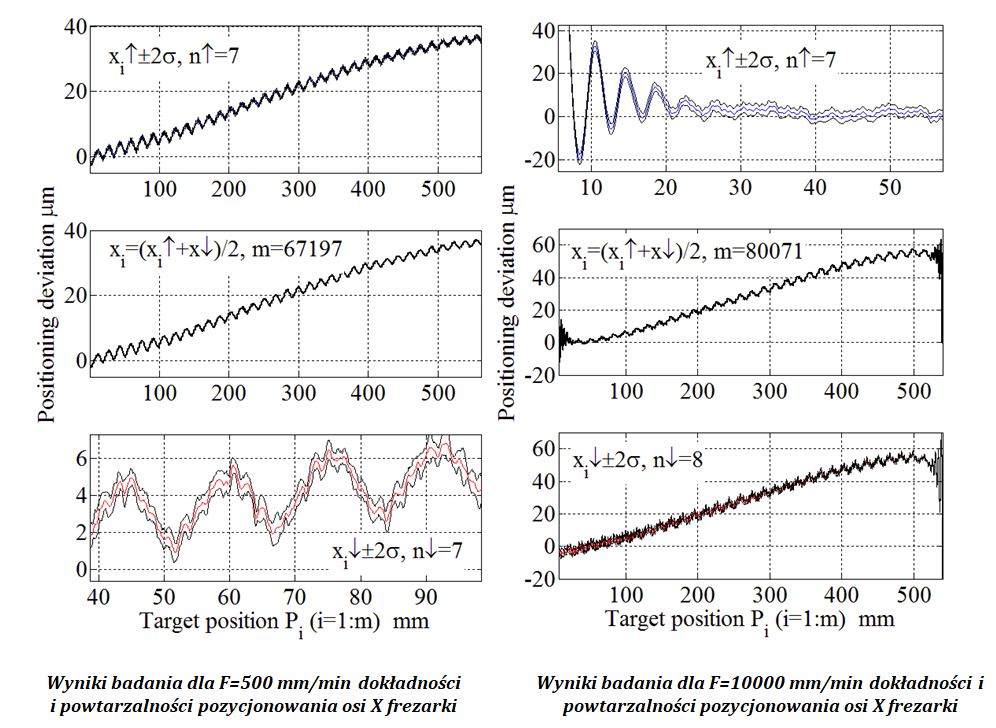
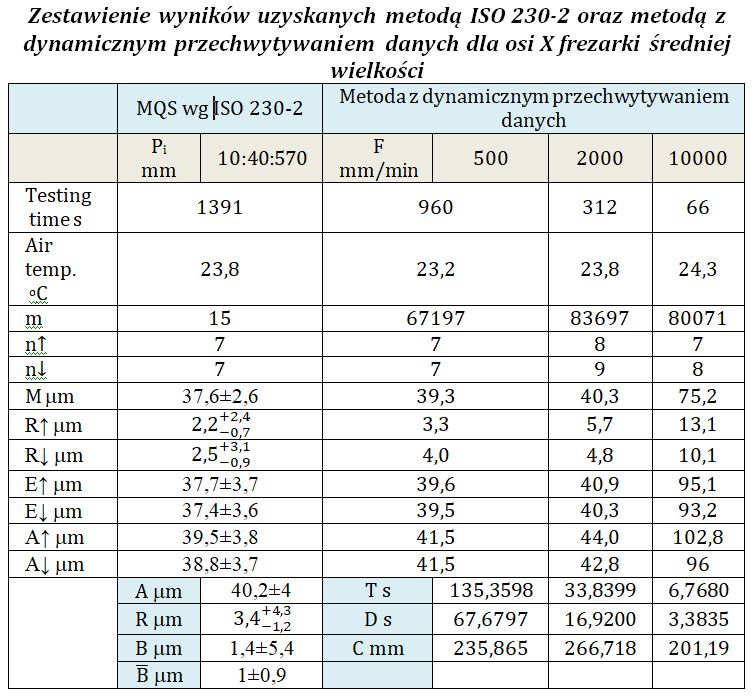
Porównując wykresy oraz analizując zawartość tabeli, dla posuwu do 2000 mm/min uzyskano zgodność wyników charakteryzujących dokładność pozycjonowania badanej osi z wyznaczonymi metodą MQS wg ISO 230-2. Potwierdza to skuteczność metody dynamicznej także w zastosowaniu do badań osi o zakresie przesuwu stosowanym w typowych obrabiarkach średniej wielkości. Metoda dynamiczna pozwoliła tutaj szczegółowo zidentyfikować cykliczny błąd skoku śruby pociągowej. Na wykresach główny trend charakterystyki odchyłki pozycjonowania modulowany jest periodycznym sygnałem o okresie ≈16 mm co dokładnie odpowiada wartości skoku śruby pociągowej zastosowanej w napędzie posuwu badanej osi. Identyfikacja tego rodzaju błędu metodą MQS wg ISO 230-2 jest czasochłonna oraz utrudniona ze względu na jej naturalne ograniczenie rozdzielczości przestrzennej pomiaru. Aby sprawdzić możliwości zastosowania metody z dynamicznym przechwytywaniem danych oraz wpływ zwiększania posuwu zadanego na charakterystykę dokładności dynamicznego pozycjonowania osi, celowo zaprezentowano tutaj wyniki badania uzyskane dla bardzo dużego posuwu zadanego. Aż 10000 mm/min. Porównując wyniki uzyskane dla mniejszych wartości posuwu zadanego (patrz wykresy) ujawnił się w takiej sytuacji, oprócz wzrastającego efektu szarpnięcia przy rozpędzaniu (powiększona amplituda drgań) także efekt powiększania wartości wskaźników charakteryzujących dokładności pozycjonowania osi. Zwiększenie wyniosło z około 40 do 100 mikrometrów analizując łącznie z efektami szarpnięcia przy rozpędzaniu oraz z około 40 do 60 mikrometrów z pominięciem efektów szarpnięcia.