Metoda badań
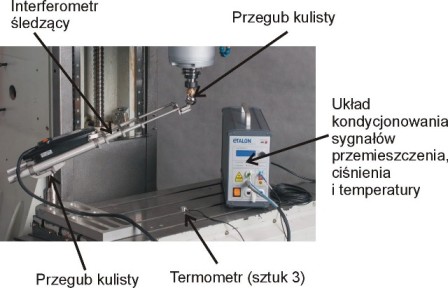
Charakterystyki błędów kinematycznych wyznaczane są na podstawie wskazań zmian długości z tzw. interferometru śledzącego: LaserTRACER-NG lub LaserTRACER-MT firmy ETALON. Tracer ten wykorzystuje interferometr wysokiej rozdzielczości do pomiaru odległości między dwoma punktami odniesienia w postaci reflektorów. Zakres pomiaru wynosi 200÷15000 mm z niepewnością wskazań długości mniejszą od 0,5 mikrometra na metr. Użycie interferometru śledzącego pozwala wyznaczyć błąd przestrzennego pozycjonowania (ang. volumetric error) dla szeregowych struktur kinematycznych. Wyniki takich pomiarów umożliwiają analizę błędów kinematycznych osi sterowanych obrabiarek, w tym osi liniowych (18 składowych) i jeśli występują rotacyjnych (8 składowych) łącznie z błędami prostopadłości osi (3 składowe błędów).
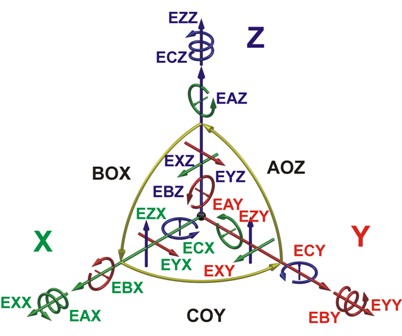
Schemat oznaczania kinematycznych błędów liniowych osi obrabiarek wg ISO 230
gdzie:
- X, Y, Z - osie układu odniesienia (w tym układzie buduje się mapę błędu VE),
- EXX, EYY, EZZ – błąd pozycjonowania (ang. positioning) - sztuk 3,
- EYX, EXY, EYZ – błąd prostoliniowości w płaszczyźnie poziomej (ang. horizontal straightness) - sztuk 3,
- EZX, EZY, EXZ – błąd prostoliniowości w płaszczyźnie pionowej (ang. vertical straightness) - sztuk 3,
- EAX, EBY, ECZ – beczka, błąd rotacji, (ang. roll) - sztuk 3,
- EBX, EAY, EAZ – skok, błąd rotacji (ang. pitch) - sztuk 3,
- ECX, ECY, EBZ – schodzenie z kursu, błąd rotacji (ang. yaw) - sztuk 3,
- COY – prostopadłość osi Y do X,
- AOZ – prostopadłość osi Z do Y,
- BOX – prostopadłość osi X do Z.
Błędy prostopadłości osi to skalary, natomiast pozostałe to funkcje aktualnie rozpatrywanej pozycji wzdłuż osi. Uzyskane wyniki pozwalają ponadto wyznaczenie dokładności i powtarzalności pozycjonowania osi zgodnie ze standardem ISO 230-2 oraz dla pomiarów diagonalnych zgodnie z ISO 230-6.

System LaserTRECER-NG
System LaserTRACER-MT
Wynikiem pomiarów są charakterystyki błędów kinematycznych trzech translacyjnych osi posuwowych badanej frezarki oraz trzy wartości prostopadłości wzajemnej. Metodą Monte Carlo wyznaczane są także niepewności błędów kinematycznych maszyny. Na podstawie znajomości błędów kinematycznych wizualizacji podlega rozkład wektorowego pola błędu obrabiarki w jej całej przestrzeni obróbczej. System umożliwia także pomiaru błędów osi rotacyjnych obrabiarek CNC.
Polepszenie dokładności pozycjonowania uzyskuje się po wprowadzeniu tablic wyznaczonych błędów kinematycznych do układu sterowania CNC obrabiarki. Dysponujemy postprocesorami dla układów Fanuc, Heidenhain, Siemens i Mazac.
Film - sekwencja położeń LaserTRACER-MT w pomiarach frezarki.
Film - LaserTRACER-MT w pomiarach osi translacyjnych frezarki.
Film - LaserTRACER-NG w pomiarach osi translacyjnych frezarki.
Film - LaserTRACER-NG wpomiarach poziomej osi roacyjnej B.