Test okrągłości dla obrabiarek CNC wg ISO 230-4
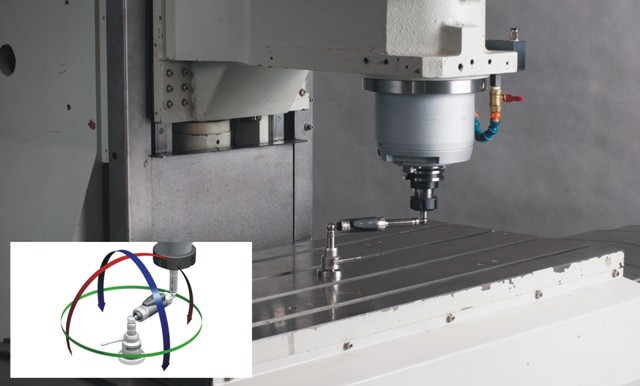
Test kinematyczny, tzw. test okrągłości obrabiarek CNC przeprowadza się w celu oceny dokładności realizowanej ścieżki programowanego ruchu narzędzia (ang. tool patch) oraz oceny parametrów charakteryzujących właściwości dynamiczne serwonapędów. Szczególnie ważnym wynikiem uzyskiwanym po tym teście jest tzw. błąd nadążania, czyli różnica pozycji rzeczywistej w stosunku do programowanej nominalnie z uwzględnieniem czasu. Czas ten charakteryzuje maszynę ze względu na możliwość realizacji procesów wysokowydajnych (pożądany jest jak najkrótszy). Ponadto analiza wyników pomiaru dostarcza informacji o błędach geometrycznych prowadnic, prostopadłości wzajemnej osi, osiowych wartościach zwrotnych (ang. backlash, a potocznie luzy) i prędkości ich kompensowania w układzie sterowania CNC a także o błędzie pozycjonowania osi podlegających badaniu. Przedmiotowy test, z użyciem oprogramowania i pręta teleskopowo kulowego firmy Renishaw pozwala w krótkim czasie (mniej niż 15 minut) uzyskać informacje o "kondycji" obrabiarki, wytyczyć kierunki działania pozwalające polepszyć dokładność obrabiarki oraz pozwala szybko ocenić poprawność wprowadzania poprawek na trajektorię programowanego ruchu narzędzia (porównanie wyników testu przed i po kompensacji błędów obrabiarki). Laboratorium w swoich badaniach używa pręt teleskopowo-kulowy QC20 firmy Renishaw.